Finalidade estrutural e vantagens de desempenho
A carcaça do motor da bomba de alumínio serve como invólucro de proteção integrando o estator do motor elétrico, os rolamentos e os sistemas de resfriamento, mantendo o alinhamento preciso com a seção da bomba hidráulica. Carcaças de alumínio adequadamente projetadas reduzem o peso total da bomba em 60-70% em comparação com equivalentes em ferro fundido ao mesmo tempo que fornece blindagem eletromagnética adequada e resistência à corrosão para aplicações de manuseio de fluidos industriais. A condutividade térmica do material de 96 W/mK permite uma dissipação eficiente de calor dos enrolamentos do motor, permitindo operação contínua em temperaturas ambientes de até 80 graus Celsius sem resfriamento externo na maioria das configurações. Essas características tornam o alumínio a escolha de material dominante para motores de bombas, desde unidades residenciais de potência fracionada até sistemas industriais de 500 HP.
O global carcaça do motor da bomba de alumínio O mercado excede US$ 2,8 bilhões anualmente, impulsionado pelo investimento em infraestrutura de gestão de água e pela expansão do sistema HVAC. Os projetos modernos de carcaças integram cada vez mais a otimização da dinâmica de fluidos computacional para o resfriamento do fluxo de ar e arquiteturas modulares que acomodam múltiplas configurações de bombas de plataformas de fundição comuns.

Seleção de ligas e propriedades de materiais
A seleção de liga de alumínio para carcaças de motores de bombas equilibra capacidade de fundição, resistência mecânica, resistência à corrosão e requisitos de desempenho térmico.
Ligas de fundição sob pressão A380 e A383
A liga de alumínio A380 domina as aplicações de fundição sob pressão, contendo 7,5-9,5% de silício e 3,0-4,0% de cobre para alcançar excelente fluidez e mínima porosidade de contração. A resistência à tração de 320 MPa e a resistência ao escoamento de 160 MPa proporcionam integridade estrutural adequada para pés de montagem de motores e conexões de flange de bombas sujeitas a forças de pressão hidráulica. A resistência natural à corrosão da liga, aprimorada por meio de revestimento de conversão química ou anodização, resiste à exposição à água e a ambientes químicos suaves sem pintura protetora.
A383 oferece composição modificada com 9,5-11,5% de silício e 2,0-3,0% de cobre , melhorando as características de preenchimento da matriz para seções de carcaça de parede fina (2,5-3,5 milímetros) e passagens de resfriamento internas complexas. Esta liga reduz a tendência de trincas a quente em geometrias complexas, mantendo 90% das propriedades mecânicas do A380, tornando-a preferida para a produção em alto volume de unidades compactas de motores de bombas.
Aplicações de Liga Forjada e Carcaças Usinadas
Carcaças de motores de bombas grandes que excedem 400 milímetros de diâmetro ou que exigem classificações de pressão extrema utilizam alumínio 6061-T6 usinado a partir de extrusões ou forjados. A liga endurecida por precipitação com silicieto de magnésio atinge um limite de escoamento de 276 MPa e excelente resistência à fadiga para ambientes de carregamento cíclicos. Carcaças usinadas acomodam camisas de resfriamento integrais com geometrias internas complexas, impossíveis de serem fundidas de maneira confiável, embora com custo de fabricação 3 a 4 vezes maior que os equivalentes fundidos sob pressão.
| Grau de liga | Processo | Resistência à tração | Resistência à corrosão | Aplicação Típica |
|---|---|---|---|---|
| A380 | Fundição sob pressão | 320 MPa | Bom | Bombas de uso geral |
| A383 | Fundição sob pressão | 310MPa | Bom | Projetos complexos de paredes finas |
| A360 | Fundição sob pressão | 300 MPa | Excelente | Ambientes marinhos e corrosivos |
| 6061-T6 | Usinagem | 310MPa | Excelente | Grandes bombas de alta pressão |
Processos de fabricação de fundição sob pressão
A fundição sob pressão produz a maioria das carcaças de motores de bombas de alumínio com precisão dimensional e acabamento superficial, minimizando os requisitos de usinagem secundária.
Parâmetros de fundição sob pressão de câmara fria
Máquinas de câmara fria com forças de travamento de 800-2.500 toneladas métricas acomodar tamanhos de carcaça de 0,5 a 50 kg de peso de injeção. O alumínio fundido a 680-720 graus Celsius é transferido para a câmara fria (manga de injeção horizontal) e injetado em matrizes de aço endurecido sob pressão de 30-100 MPa em 20-100 milissegundos. A solidificação rápida (50-200 graus Celsius por segundo) produz estruturas de grãos finos com porosidade mínima, alcançando tolerâncias dimensionais no estado fundido de mais ou menos 0,1 milímetros para superfícies críticas de montagem do motor.
O controle de temperatura da matriz de 200 a 280 graus Celsius através dos canais de circulação de óleo evita rachaduras por fadiga térmica, ao mesmo tempo que promove a solidificação direcional. A fundição assistida a vácuo reduz a porosidade do ar retido em 60-80%, permitindo fundições estanques à pressão para carcaças de bombas sujeitas a pressões hidráulicas de 10 bar sem vedação por impregnação.
Corte e operações secundárias
As carcaças fundidas passam por corte automatizado para remover comportas, corrediças e rebarbas, seguidas de jateamento ou acabamento vibratório para obter Acabamentos de superfície Ra 3,2-6,3 micrômetros adequado para pintura ou revestimento. As operações críticas de usinagem incluem acabamento do furo do rolamento (tolerância H7), fresamento frontal da montagem do motor (planicidade de 0,05 milímetros) e instalação de insertos roscados para pontos de conexão da bomba. Os centros de usinagem CNC alcançam precisão de posicionamento de 0,01 milímetros para esses recursos de precisão.
Integração de sistemas de gerenciamento térmico e resfriamento
O design da carcaça do motor da bomba em alumínio enfatiza cada vez mais as capacidades de dissipação de calor à medida que a densidade de potência do motor aumenta e os padrões de eficiência são mais rigorosos.
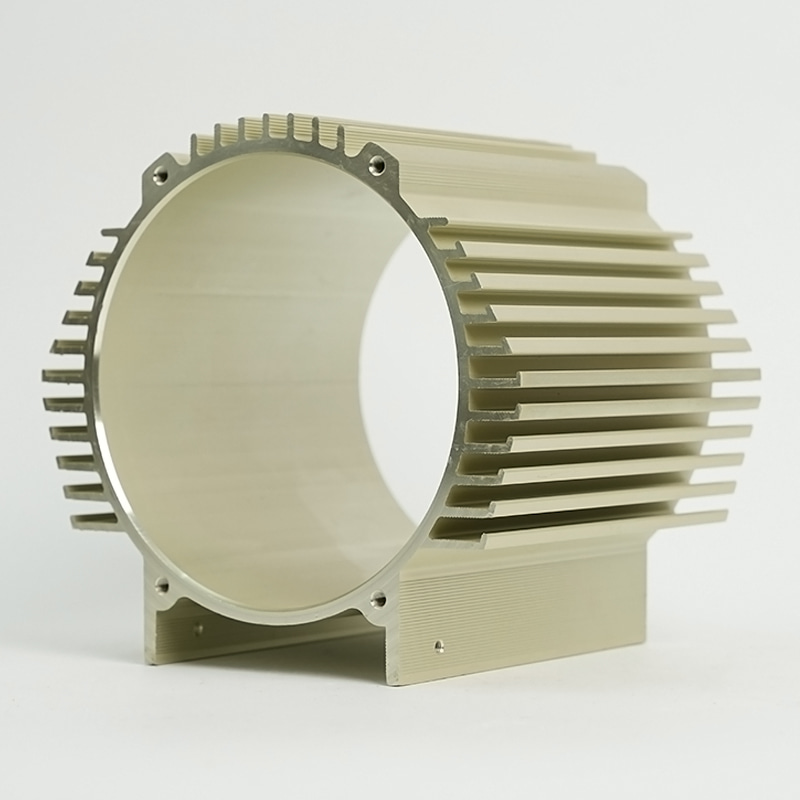
Design de aletas externas e otimização do fluxo de ar
O resfriamento por convecção natural incorpora aletas de alumínio com 2 a 4 milímetros de espessura e espaçamento de 8 a 15 milímetros estendendo a área de superfície em 300-500% em caixas cilíndricas lisas. A altura da aleta de 20 a 40 milímetros equilibra a melhoria da transferência de calor com o custo do material e a complexidade da fundição. A simulação computacional de dinâmica de fluidos otimiza a orientação das aletas para configurações de montagem de motor horizontal e vertical, com perfis em forma de T ou corrugados, melhorando a turbulência e os coeficientes de transferência de calor para 15-25 W/m²K.
O resfriamento por ar forçado através de carcaças de ventiladores integradas alcança taxas de dissipação de calor de 200-400 watts para motores de bomba de serviço contínuo, com pás de ventilador de alumínio fundidas integralmente com a carcaça ou fixadas por meio de cubos de alumínio encaixados por pressão. A baixa densidade do material (2,7 g/cm³) minimiza a inércia rotacional e o consumo de energia do motor do ventilador em comparação com as alternativas de aço.
Arquiteturas de jaqueta de resfriamento líquido
Motores de bomba de alta potência utilizam jaquetas de água integrais fundido na carcaça de alumínio, circulando o líquido refrigerante através de passagens espirais ou axiais ao redor do estator. Os projetos de revestimento mantêm uma espessura de parede de 3 a 5 milímetros entre os canais de resfriamento e o furo do estator para garantir a condução de calor adequada, preservando a rigidez estrutural. O teste de pressão até 1,5 vezes a pressão operacional verifica a integridade da camisa antes da montagem do motor.
Proteção contra corrosão e acabamento de superfície
Embora o alumínio apresente passivação natural, as carcaças dos motores das bombas em ambientes agressivos requerem proteção aprimorada por meio de tratamentos químicos e de revestimento.
Revestimentos de conversão e anodização
Os revestimentos de conversão de cromato (Alodine) fornecem Películas protetoras de 0,5-4 micrômetros aumentando a resistência à corrosão e a adesão da tinta, embora as formulações de cromo hexavalente enfrentem restrições regulatórias. As alternativas de cromo trivalente e titânio-zircônio alcançam 80% do desempenho tradicional com conformidade ambiental. A anodização (ácido sulfúrico Tipo II) cria camadas de óxido de alumínio de 5 a 25 micrômetros com dureza de 200 a 300 HV, oferecendo resistência à abrasão para aplicações de bombas marítimas e industriais.
Sistemas de revestimento em pó e pintura úmida
Revestimento em pó de poliéster em Espessura de 60-80 micrômetros fornece acabamentos cosméticos e protetores duráveis nas cores padrão do motor (preto, cinza, azul). A aplicação eletrostática e a cura a 180-200 graus Celsius criam filmes reticulados com dureza de lápis de 2H e resistência à névoa salina superior a 500 horas. Os sistemas úmidos de epóxi ou poliuretano atendem a aplicações especializadas que exigem resistência química a ácidos, álcalis ou solventes encontrados no bombeamento de processos.
A carcaça do motor da bomba de alumínio representa uma categoria de produto madura, porém em evolução, onde a ciência dos materiais, a fabricação de precisão e a engenharia térmica convergem para permitir o manuseio eficiente de fluidos em aplicações industriais, comerciais e residenciais. O desenvolvimento contínuo de ligas e o refinamento do processo de fundição ampliam o domínio do alumínio na construção de motores de bombas em relação aos materiais concorrentes.