
Por que o alumínio domina o design da carcaça do motor
O carcaça de motor elétrico de alumínio tornou-se a escolha padrão em aplicações de motores industriais, comerciais e automotivos – e por boas razões. As ligas de alumínio oferecem uma combinação de propriedades que nenhum material concorrente pode replicar totalmente: baixa densidade, umlta condutividade térmica, resistência à corrosão e excelente usinabilidade, tudo a um custo que se adapta eficientemente ao volume de produção.
No centro da vantagem do alumínio está o gerenciamento térmico. Um motor elétrico gera calor continuamente durante a operação, e a carcaça deve dissipar esse calor com rapidez suficiente para proteger os enrolamentos, rolamentos e isolamento contra degradação prematura. A condutividade térmica do alumínio é de aproximadamente 150 – 200 W/m·K – cerca de quatro a cinco vezes maior que o ferro fundido – permite que os projetistas de motores mantenham as temperaturas operacionais dentro de limites seguros sem superdimensionar a carcaça ou adicionar sistemas de refrigeração externos.
Fatores adicionais que impulsionam a mudança para carcaças de motor de alumínio:
- Redução de peso: O alumínio tem aproximadamente um terço da densidade do ferro fundido. Para plataformas móveis – empilhadeiras, veículos elétricos, robôs industriais – cada quilograma economizado na carcaça do motor amplia diretamente o alcance da bateria ou melhora o desempenho dinâmico.
- Resistência à corrosão: O alumínio forma naturalmente uma camada protetora de óxido, tornando-o adequado para ambientes úmidos, úmidos ou quimicamente ativos, sem revestimentos protetores adicionais em muitas aplicações.
- Blindagem EMI: Os invólucros de alumínio atenuam efetivamente a interferência eletromagnética, protegendo os componentes eletrônicos sensíveis de controle do motor contra ruídos externos e evitando que as frequências de comutação do próprio motor irradiem para fora.
- Reciclabilidade: O alumínio é 100% reciclável, com apenas cerca de 5% da energia necessária para a produção primária, apoiando os objetivos da economia circular cada vez mais exigidos nos mercados automóveis europeus e asiáticos.
Carcaça de motor elétrico de alumínio: ligas e métodos de fabricação
Nem todas as carcaças de alumínio do motor são feitas da mesma maneira. O processo de fabricação determina as tolerâncias alcançáveis, o acabamento superficial, a espessura da parede e, em última análise, o desempenho térmico e estrutural da peça acabada. Três métodos dominam a produção.
Fundição sob pressão
A fundição sob pressão de alta pressão (HPDC) é o processo mais comum para carcaças de motores de médio a alto volume na faixa de 0,5 a 30 kW. Alumínio fundido - normalmente Liga A380 ou ADC12 — é injetado em uma matriz de aço a pressões de 700 a 1.400 bar, produzindo uma peça com formato quase final em tempos de ciclo de 30 a 90 segundos. A fundição sob pressão permite geometrias complexas, incluindo saliências de montagem integradas, conjuntos de aletas de resfriamento e pontos de entrada de conduíte em uma única operação. Tolerâncias dimensionais de ±0,1 – 0,3 mm são padrão, suficientes para a maioria dos furos do motor e ajustes finais.
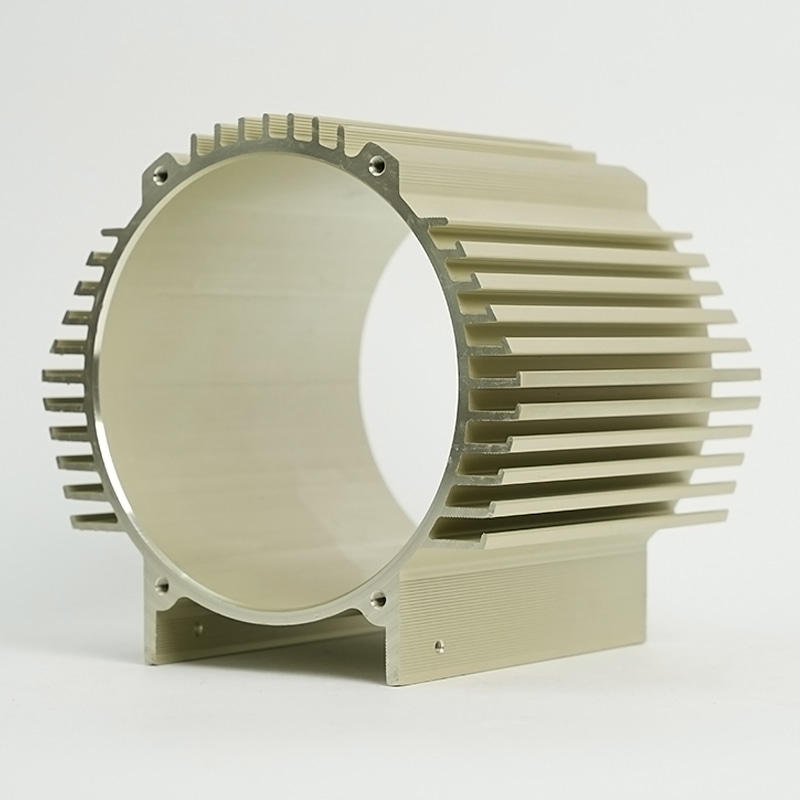
Extrusão
Extrusão produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the carcaça de motor extrudada de empilhadeira discutido na próxima seção. Ligas comuns para carcaças de motores extrudados incluem 6061-T6 e 6063-T5 , escolhidos por seu equilíbrio entre resistência, extrusabilidade e usinabilidade. Espessuras de parede tão baixas quanto 1,5 mm são possíveis, minimizando o peso sem sacrificar a rigidez estrutural.
Fundição em areia e fundição por gravidade
Para carcaças de motores grandes — normalmente acima de 55 kW — e para pedidos personalizados de baixo volume, a fundição em areia ou a fundição por gravidade (molde permanente) oferece custos de ferramentas mais baixos do que o HPDC. Ligas como A356-T6 são padrão, proporcionando resistência à tração de 220 – 280 MPa após tratamento térmico. O acabamento superficial e a consistência dimensional são inferiores aos métodos de matriz ou extrusão, portanto, o estoque de usinagem adicional é levado em consideração no projeto de fundição.
| Processo | Liga Comum | Tolerância Típica | Melhor para |
|---|---|---|---|
| Fundição sob pressão de alta pressão | A380, ADC12 | ±0,1 – 0,3 mm | Geometria complexa e de alto volume, 0,5 – 30 kW |
| Extrusão CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Carcaças tubulares, servomotores e motores de empilhadeiras |
| Fundição em Areia/Gravidade | A356-T6 | ±0,5 – 1,5 mm | Quadros grandes (>55 kW), personalizados de baixo volume |
Carcaça de motor extrudada para empilhadeira: prioridades e requisitos de projeto
O carcaça de motor extrudada de empilhadeira opera em um dos ambientes mais exigentes que um gabinete de motor encontra: vibração constante dos pisos do armazém, exposição ao vapor ácido da bateria, névoa de óleo hidráulico, ciclos térmicos entre ambientes internos e externos e choque mecânico de impactos de carga. Atender a essas condições e ao mesmo tempo manter o sistema de transmissão o mais compacto e leve possível torna os requisitos de projeto extraordinariamente rigorosos.
Integridade estrutural sob vibração e choque
Os motores hidráulicos e de tração das empilhadeiras são normalmente montados diretamente no chassi ou bloco hidráulico sem isolamento de vibração. A carcaça deve, portanto, resistir à trinca por fadiga nas saliências de montagem e nos assentos dos rolamentos sob carga cíclica contínua. alumínio 6061-T6 é a escolha preferida para carcaças extrudadas de empilhadeiras porque sua resistência à tração de 310 MPa e resistência ao escoamento de 276 MPa fornecem margem suficiente sobre as cargas de choque geradas durante a coleta de paletes e deslocamento sobre placas de doca. A geometria do flange de montagem normalmente é espessada em 20 a 30% além do requisito estrutural mínimo para acomodar a pré-carga do parafuso e evitar corrosão por atrito na interface.
Vedação e classificação IP
A maioria das carcaças de motores de empilhadeiras tem como alvo Proteção IP54 ou IP65 — total exclusão de poeira e proteção contra jatos de água provenientes de operações de lavagem em armazéns. Conseguir isso com um invólucro de alumínio extrudado requer faces de contato da campânula usinadas com precisão (acabamento de superfície Ra ≤ 1,6 µm), ranhuras contínuas para anéis de vedação e fixadores de aço inoxidável para evitar corrosão galvânica na interface aço-alumínio. Os pontos de entrada do conduíte usam acessórios de prensa de compressão em vez de simples furos.
Ormal Management in a Confined Space
Os motores de empilhadeiras geralmente operam em ciclos de trabalho elevados — acelerando e desacelerando repetidamente cargas de várias toneladas — o que gera calor significativo em um pacote fisicamente compacto. Os alojamentos extrudados para esta aplicação frequentemente incorporam barbatanas externas longitudinais formado diretamente na matriz de extrusão, aumentando a área de superfície para resfriamento convectivo em 60 – 120% em comparação com um cilindro de parede plana de dimensões equivalentes. Alguns projetos adicionam ranhuras espirais internas ou canais axiais que permitem o resfriamento forçado do líquido quando a aplicação exige.
Carcaça do motor da bomba em alumínio: resistência à corrosão e compatibilidade com fluidos
O carcaça do motor da bomba de alumínio compartilha muitos princípios de projeto com carcaças de motores elétricos em geral, mas enfrenta um conjunto único de desafios de compatibilidade química ausentes na maioria dos motores para ambiente seco. Dependendo do meio bombeado – água, águas residuais, produtos químicos agrícolas, combustíveis, fluidos de qualidade alimentar ou líquidos industriais corrosivos – o ambiente externo ao redor da carcaça do motor pode ser altamente agressivo.
Seleção de ligas para ambientes úmidos
Em aplicações de bombas de água gelada limpa ou HVAC, padrão Alumínio fundido sob pressão A380 ou extrudado 6061 funciona bem sem tratamento adicional. No entanto, aplicações envolvendo:
- Água do mar ou salmoura: Requer ligas da série 5000 (por exemplo, 5052, 5083) com maior teor de magnésio para resistência ao cloreto ou 6061 anodizada com anodização selada com espessura ≥ 25 µm.
- Produtos químicos agrícolas ou fertilizantes: Freqüentemente envolvem compostos de amônio que atacam camadas padrão de óxido de alumínio; revestimento em pó epóxi ou revestimento de PTFE resistente a produtos químicos sobre o invólucro de alumínio é uma prática padrão.
- Processamento de alimentos e bebidas: Exigir superfícies anodizadas ou pintadas em conformidade com a FDA, sem alumínio bruto exposto que possa entrar em contato com o fluxo do produto; designs externos sem fendas evitam o alojamento de bactérias.
Projetos submersíveis vs. projetos de acoplamento próximo
As carcaças do motor da bomba dividem-se amplamente em dois tipos de instalação. Motores de bombas monobloco monte diretamente atrás da cabeça da bomba com um eixo compartilhado; a carcaça do motor é exposta a respingos e vapor, mas não imersa; portanto, carcaças padrão de alumínio fundido com classificação IP55 são geralmente adequadas. Motores de bombas submersíveis exigem que o invólucro atue como um vaso de pressão - o invólucro de alumínio deve suportar a pressão hidrostática externa (normalmente 3 - 10 bar para bombas de poço) enquanto mantém a integridade estanque em todas as interfaces de vedação. Os cálculos de espessura de parede para caixas submersíveis seguem os códigos de projeto de vasos de pressão (ASME Seção VIII ou EN 13445), com fatores de segurança de 3 – 4× aplicados à pressão de projeto.
Tratamentos de superfície para carcaças de alumínio de motores de bombas
O right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Anodização dura (Tipo III): Produz uma camada de óxido de alumínio de 25 – 75 µm com dureza Vickers de 400 – 600 HV. Ideal para superfícies expostas à abrasão e ambientes químicos suaves. Econômico para ligas 6061 e 6063.
- Revestimento em pó epóxi: Espessura de filme de 60 – 100 µm; excelente resistência à névoa salina (1.000 – 3.000 horas conforme ASTM B117); adequado para zonas de respingos agrícolas e marinhos. Requer preparação minuciosa da superfície (conversão de cromato ou pré-tratamento com zirconato).
- Niquelagem eletrolítica: Revestimento uniforme alcançável em geometrias internas complexas; fornece resistência à corrosão e ao desgaste em motores de bombas de processos químicos onde a anodização é incompatível com o eletrólito.
- Revestimento de conversão de cromato (Alodine/Iridite): Revestimento condutor fino (1 – 5 µm) usado principalmente como primer ou para invólucros críticos para EMI, onde a condutividade da superfície deve ser mantida em todo o invólucro.
Especificando uma carcaça de motor de alumínio: lista de verificação dos principais parâmetros
Seja adquirindo um carcaça de motor elétrico de alumínio , a carcaça de motor extrudada de empilhadeira , ou um carcaça do motor da bomba de alumínio , o processo de especificação deve capturar estes parâmetros críticos para garantir que o fornecedor entregue uma peça adequada à finalidade:
- Tamanho da carcaça do motor e designação IEC/NEMA: Define o diâmetro do furo, o círculo do parafuso da extremidade, a folga da saliência do eixo e as dimensões do pé de montagem. Todos devem obedecer às tolerâncias do padrão relevante.
- Classificação de potência e ciclo de trabalho: Determina a espessura da parede para dissipação de calor e cargas estruturais. Um motor de 10 kW operando em regime S1 (contínuo) requer um projeto térmico mais agressivo do que o mesmo chassi em regime S3 (intermitente).
- Classificação do gabinete IP/NEMA: Especifica os requisitos de vedação que afetam diretamente a geometria do sino final, as dimensões da ranhura da gaxeta e a seleção dos fixadores.
- Ambiente operacional: Confirme a presença de exposição química, imersão, lavagem, níveis de vibração (zona de severidade ISO 10816) e faixa de temperatura ambiente.
- Liga e têmpera: Indique explicitamente a liga necessária – não deixe isso ao critério do fornecedor se a aplicação tiver requisitos específicos de resistência, usinabilidade ou corrosão.
- Tratamento de superfície e acabamento: Especifique o tipo de revestimento, espessura mínima, padrão de teste de adesão e quaisquer requisitos de cor. Consulte os padrões aplicáveis (MIL-A-8625 para anodização, ASTM B117 para testes de névoa salina).
- Tolerâncias críticas: Identifique a redondeza do furo (circularidade), o diâmetro do assento do rolamento e a classe de ajuste (normalmente H7/k6 ou H7/m6) e a perpendicularidade da face ao eixo do furo — isso afeta diretamente a vida útil do rolamento e os níveis de vibração.
- Certificações e documentação: Exigir relatórios de teste de material (MTRs) de acordo com EN 10204 3.1 ou 3.2, relatórios de inspeção dimensional e certificados de tratamento de superfície para cada lote de produção.
Uma carcaça de motor de alumínio bem especificada — seja fundida sob pressão para produção de alto volume, extrudada para um sistema de transmissão de empilhadeira ou especialmente tratada para um ambiente corrosivo de bomba — oferece décadas de serviço confiável, mantendo o peso do sistema, a resistência térmica e o custo total de propriedade em seus níveis mais baixos possíveis.

















