
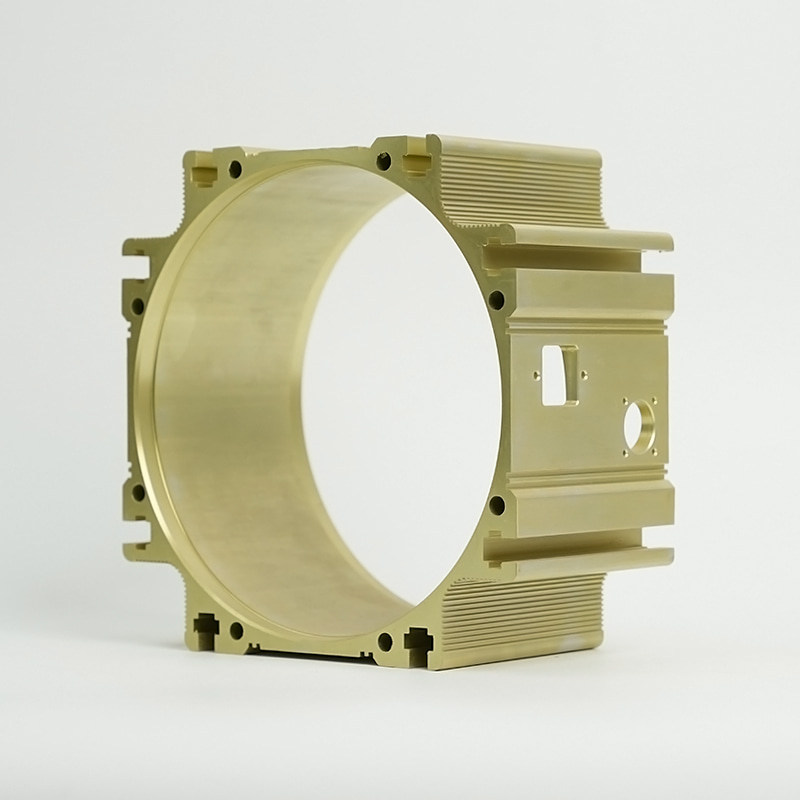
O que é um Carcaça de motor extrudada para empilhadeira ?
A carcaça do motor extrudado de empilhadeira é o invólucro estrutural que envolve e protege o acionamento elétrico ou motor de elevação de uma empilhadeira, fabricado através do processo de extrusão de alumínio. Em vez de ser fundido em um molde ou fabricado a partir de uma placa soldada, uma carcaça de motor extrudada é formada forçando o tarugo de liga de alumínio aquecido através de uma matriz de precisão, produzindo um perfil contínuo com uma seção transversal consistente. A caixa resultante combina alta precisão dimensional, excelente condutividade térmica e uma relação resistência-peso favorável — todas as propriedades que beneficiam diretamente o desempenho e a vida útil do motor da empilhadeira elétrica.
As empilhadeiras elétricas — que agora representam a maioria das novas implementações de empilhadeiras em ambientes de armazenamento, distribuição e fabricação — impõem requisitos exigentes às carcaças dos motores. A carcaça deve dissipar o calor gerado durante os ciclos de trabalho contínuos, resistir a choques mecânicos e vibrações de superfícies ásperas do piso e impactos de carga, fornecer um ambiente vedado que proteja os enrolamentos e rolamentos do motor contra poeira e umidade, e fazer tudo isso enquanto mantém o peso geral do sistema de transmissão baixo o suficiente para preservar o alcance da bateria e as classificações de capacidade de carga.
As carcaças de alumínio extrudado atendem a esses requisitos de forma mais eficaz do que as alternativas de ferro fundido na maioria das aplicações modernas de empilhadeiras elétricas, e é por isso que o design se tornou o método de construção dominante entre os principais fabricantes de motores de empilhadeiras em todo o mundo.
Por que a extrusão é o método de fabricação preferido
O processo de extrusão oferece vantagens específicas de fabricação que o tornam adequado para a produção de carcaças de motores de empilhadeiras em volumes baixos e altos:
- Geometria de secção complexa numa única operação: As matrizes de extrusão podem produzir perfis que incorporam aletas de resfriamento, canais internos, ressaltos de montagem e recursos de localização em uma única passagem. Recursos que exigiriam múltiplas operações de usinagem em uma peça fundida são incorporados ao perfil extrudado desde o início, reduzindo o tempo e o custo de fabricação por unidade.
- Acabamento superficial superior: As superfícies de alumínio extrudado têm uma estrutura de grão mais fino e um acabamento mais liso do que as alternativas fundidas em areia, o que é importante tanto para superfícies de vedação onde são usadas juntas ou anéis de vedação quanto para a eficiência da aleta de resfriamento externa onde a área de superfície em contato com o fluxo de ar é o mecanismo de transferência de calor.
- Propriedades mecânicas consistentes: O alinhamento direcional dos grãos produzido pela extrusão resulta em resistência à tração e ao escoamento previsíveis ao longo do comprimento do alojamento. Essa consistência simplifica os cálculos de vida à fadiga durante o projeto e reduz a variabilidade no desempenho em campo.
- Economia de ferramentas: As matrizes de extrusão são significativamente mais baratas do que as ferramentas de fundição para geometrias equivalentes e os prazos de entrega são mais curtos. Para OEMs de empilhadeiras que desenvolvem novas plataformas de motor ou atualizam projetos de carcaça para acomodar tamanhos revisados de carcaça de motor, isso reduz o custo de capital da iteração do projeto.
- Eficiência material: A extrusão gera menos desperdício de material do que a usinagem a partir de material sólido. A sucata de extrusão de alumínio é totalmente reciclável, alinhando-se às metas de sustentabilidade que são cada vez mais importantes para os fabricantes de empilhadeiras e seus clientes de frotas.
| Atributo | Carcaça de alumínio extrudado | Carcaça de Ferro Fundido | Carcaça de alumínio fundido |
|---|---|---|---|
| Peso | Baixo | Alto | Baixo |
| Condutividade Térmica | Excelente | Moderado | Bom |
| Precisão Dimensional | Alto | Moderado | Alto |
| Custo de ferramentas | Baixo–Moderate | Moderado | Alto |
| Resistência à corrosão | Excelente | Ruim (sem revestimento) | Bom |
| Flexibilidade de projeto | Alto (profile geometry) | Alto (3D shapes) | Alto (3D shapes) |
Seleção de material: escolha de liga para carcaças de motor de empilhadeira
Nem todas as ligas de extrusão de alumínio apresentam desempenho igual em aplicações de carcaças de motores de empilhadeiras. As duas famílias de ligas mais comumente especificadas são 6061 e 6063, ambas do grupo alumínio-magnésio-silício da série 6000, que representa a grande maioria da produção de extrusão estrutural em todo o mundo.
6061-T6 é a liga estrutural robusta. Com uma resistência à tração de aproximadamente 310 MPa e limite de escoamento em torno de 276 MPa no temperamento T6, ele fornece a robustez mecânica necessária para suportar cargas de choque repetidas de pisos ásperos de armazéns, colisões de empilhadeiras com amortecedores de doca e vibração sustentada da operação da bomba hidráulica. Ele usina de forma limpa, aceita bem a anodização e seu desempenho em fadiga sob carga cíclica é bem caracterizado – importante para carcaças que passam por ciclos de trabalho contínuos de partida-parada em operações de vários turnos.
6063-T5 ou T6 é escolhido quando a geometria da aleta de resfriamento é particularmente complexa ou quando um acabamento superficial superior é necessário para desempenho térmico. Seu menor teor de silício proporciona melhor extrusabilidade para perfis de paredes finas ou intrincados, embora sua resistência mecânica seja um pouco inferior a 6061 - normalmente em torno de 241 MPa de tração em T6. Para carcaças de motor onde o gerenciamento térmico é o principal fator de projeto e as cargas mecânicas são moderadas, o 6063 geralmente é a melhor opção.
Em ambientes frigoríficos e armazéns congeladores — um segmento significativo de aplicação de empilhadeiras — a vantagem de desempenho do alumínio em relação ao ferro fundido é ainda mais pronunciada. O alumínio mantém ductilidade em temperaturas abaixo de zero onde o ferro fundido se torna cada vez mais frágil, reduzindo o risco de fratura do alojamento devido ao impacto em ambientes operados rotineiramente entre –20 °C e –30 °C.
Gerenciamento térmico: como o design da carcaça afeta a vida útil do motor
Motores de empilhadeiras elétricas em aplicações intensivas de armazéns – especialmente em aplicações de coleta de pedidos, empilhadeiras retráteis e contrapesos operando dois ou três turnos por dia – geram calor substancial durante a operação contínua. A vida útil do isolamento do enrolamento do motor é reduzida aproximadamente pela metade para cada aumento de 10 °C na temperatura operacional acima do limite de classe nominal, uma relação que torna o projeto térmico da carcaça uma das decisões de engenharia mais importantes no projeto de sistemas de motores.
As carcaças extrudadas do motor abordam isso através de três mecanismos de gerenciamento térmico:
- Aletas de resfriamento externas: Aletas longitudinais extrudadas integralmente com o corpo da caixa aumentam a área de superfície externa disponível para transferência de calor por convecção. A geometria das aletas – altura, passo e espessura da parede – é otimizada durante o processo de projeto da matriz de extrusão e pode ser ajustada sem alterar o envelope geral do alojamento. Áreas de superfície de aletas de 2–4× o equivalente ao furo liso são obtidas em perfis de extrusão padrão.
- Caminho de calor condutivo até a estrutura: Em motores fechados onde não há fluxo de ar forçado, a carcaça conduz o calor das laminações do estator para fora, para a superfície externa. A condutividade térmica do alumínio de aproximadamente 160–200 W/m·K (contra 50 W/m·K para o ferro fundido) fornece um caminho condutor significativamente mais rápido, reduzindo o diferencial de temperatura entre o ponto quente do enrolamento e o ambiente ambiente.
- Canais de resfriamento internos: Alguns perfis de carcaça extrudados incorporam canais ocos dentro da parede da carcaça através dos quais o líquido refrigerante pode circular em configurações de motores refrigerados a líquido – cada vez mais relevantes à medida que os motores de empilhadeiras aumentam em densidade de potência para aplicações pesadas acima de 15 kW contínuos.
Requisitos de proteção IP e vedação ambiental
Os ambientes operacionais de empilhadeiras impõem requisitos significativos de proteção contra entrada nas carcaças do motor. A poeira do armazém – especialmente em instalações de moagem de farinha, processamento de madeira e manuseio de papel – é fina o suficiente para penetrar em invólucros mal vedados e contaminar rolamentos e enrolamentos. As aplicações de manuseio de contêineres ao ar livre e em pátios aumentam a exposição à chuva e à lavagem. As operações de armazenamento refrigerado apresentam risco de condensação à medida que as empilhadeiras se movem entre zonas de temperatura.
A norma IEC 60034-5 define classes de proteção do invólucro do motor através de classificações IP, com a maioria das aplicações de motores de empilhadeiras exigindo um mínimo de IP54 (protegido contra poeira, resistente a respingos) e muitos requisitos IP65 (totalmente à prova de poeira, resistente a jatos de água de baixa pressão) ou superior. Alcançar essas classificações em um mancal extrudado depende da precisão do furo do mancal que aceita as proteções terminais ou mancais, da geometria da ranhura de vedação incorporada no perfil extrudado para colocação de O-ring ou vedação labial e da qualidade da superfície das faces correspondentes após operações de usinagem secundárias.
As tolerâncias dimensionais restritas obtidas com carcaças de alumínio extrudado — normalmente ±0,1 mm em diâmetros de furo críticos após a usinagem de acabamento — tornam-nas adequadas para atender aos requisitos IP65 sem extensos ajustes manuais ou calços durante a montagem do motor. Essa consistência dimensional também suporta processos automatizados de montagem de motores que melhoram o rendimento da fabricação em grandes volumes.
Considerações sobre fornecimento, substituição e manutenção
Para gestores de frota e engenheiros de manutenção, compreender a construção da carcaça do motor na sua frota de empilhadeiras tem implicações práticas para o planejamento de reparos e fornecimento de peças. As carcaças de alumínio extrudado geralmente são reparáveis de uma forma que as carcaças fundidas não são — pequenos desgastes no furo causados por desgaste do rolamento podem ser corrigidos por revestimento e seções de aletas danificadas podem ser usinadas ou remendadas sem comprometer a integridade estrutural em áreas não críticas.
Ao adquirir carcaças de motor extrudadas de reposição, as principais especificações a serem confirmadas são:
- Compatibilidade de tamanho de quadro IEC ou NEMA — a carcaça deve corresponder ao diâmetro externo do estator e ao comprimento da pilha do motor de substituição ou rebobinamento que irá alojar.
- Configuração de pé de montagem ou flange — os motores das empilhadeiras são montados em diversas orientações; configurações de montagem no pé, montagem frontal (B3/B5 de acordo com IEC) e suporte personalizado devem corresponder à geometria do trem de força.
- Dimensões do furo da caixa do rolamento — os diâmetros e ajustes dos assentos dos rolamentos da extremidade acionada e não acionada (geralmente tolerância H7 ou J7 para diâmetro externo do rolamento prensado) devem corresponder aos rolamentos de substituição especificados para o motor.
- Provisões para entrada de cabos e conectores — a posição e o tamanho das entradas dos cabos de alimentação e de sinal devem estar alinhados com o roteamento do chicote elétrico da empilhadeira.
As carcaças de reposição OEM estão disponíveis por meio de programas de peças de fabricantes de empilhadeiras para grandes marcas, incluindo Toyota, Crown, Raymond, Hyster e Yale. Carcaças extrudadas de reposição usinadas de acordo com as especificações OEM também estão disponíveis em fornecedores especializados de componentes de motores, geralmente a um custo 30-50% menor do que as peças OEM com conformidade dimensional equivalente. É importante confirmar o grau da liga e o tratamento térmico (têmpera T5 ou T6) com o fornecedor ao adquirir carcaças de reposição, já que a substituição de material por ligas de menor resistência é um risco de qualidade conhecido em cadeias de fornecimento de baixo custo.

















